Kompetenciáink
Cégünk mechanikai és elektronikai szaktudása, valamint méréstechnológiai ismeretei révén garantálja a legmagasabb szintű szolgáltatást.
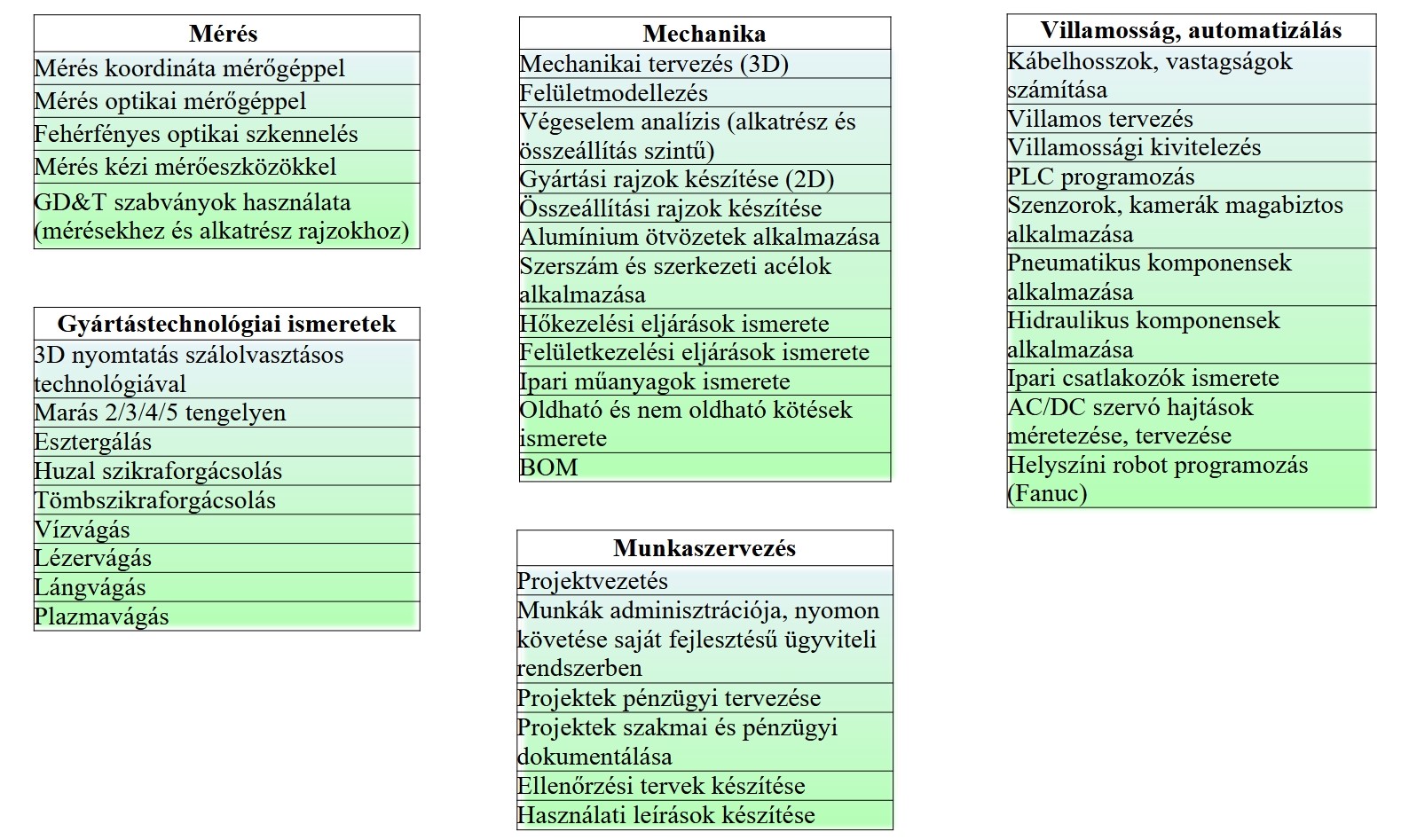
Innovatív megoldások mérési és megmunkálási technológiákban
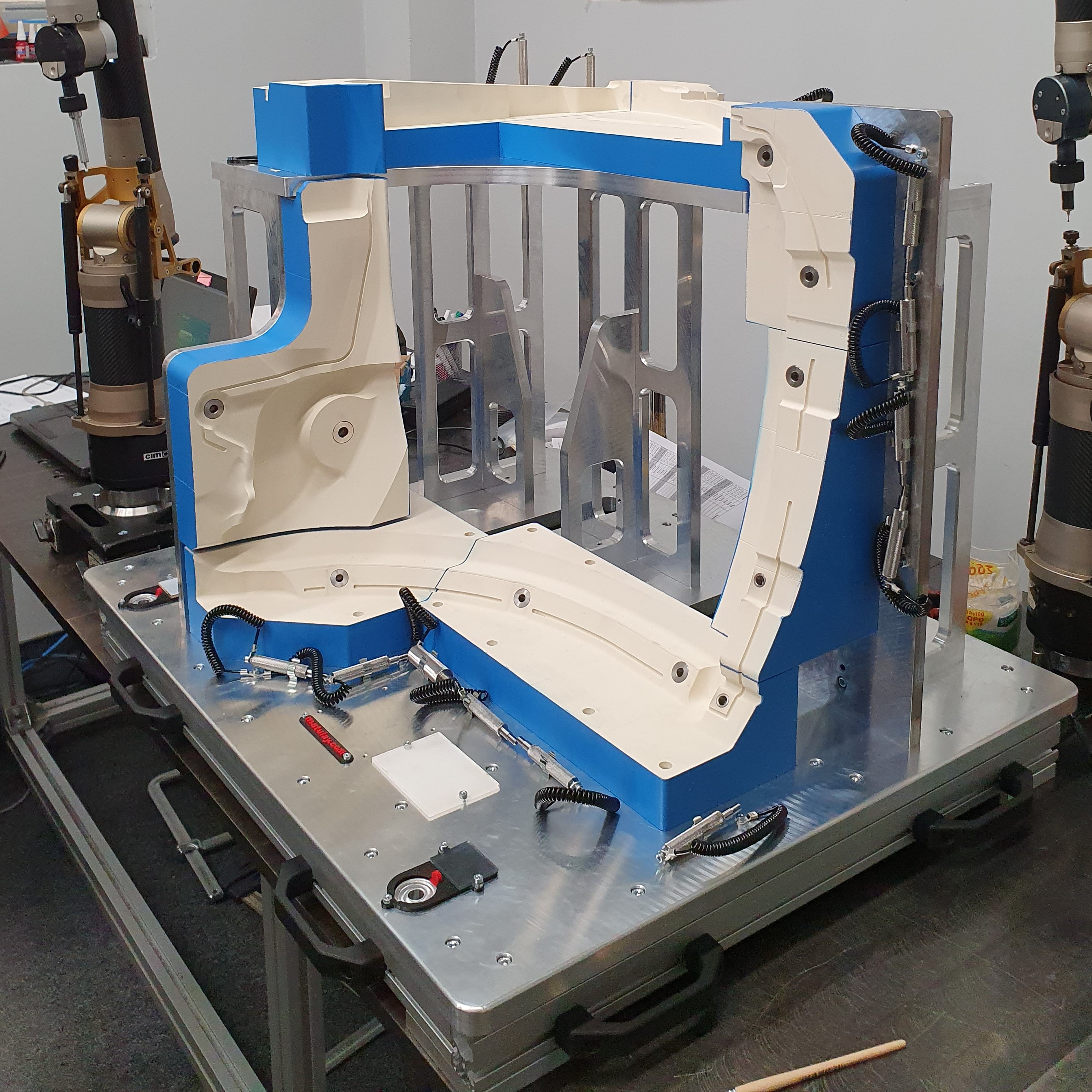
Fedezze fel szolgáltatásainkatAutomatizált ellenőrző állomások, mérőórás készülékek, és több más eszköz tervezése.
Hegesztő, szerelő és megmunkáló készülékek tervezése és kivitelezése.
Alkatrészek, készülékek, sablonok pontos mérése koordináta mérőgépekkel.
Cégünk mechanikai és elektronikai szaktudása, valamint méréstechnológiai ismeretei révén garantálja a legmagasabb szintű szolgáltatást.


Iroda: H-9200 Mosonmagyaróvár, Ostermayer utca 9.
Email: info@matulay.com
Telefon: +36 30 376 08 71